


 通过认证
通过认证
“耐蚀合金Hastelloy B板棒丝带管锻焊件”参数说明
| 是否有现货: | 是 | 认证: | Ccic |
| 用途: | 镍基耐蚀合金 | 行业: | 钢铁工业 |
| 型号: | 定制 | 规格: | 定制 |
| 商标: | 励釜合金 | 包装: | 合理包装 |
| 产量: | 10000 |
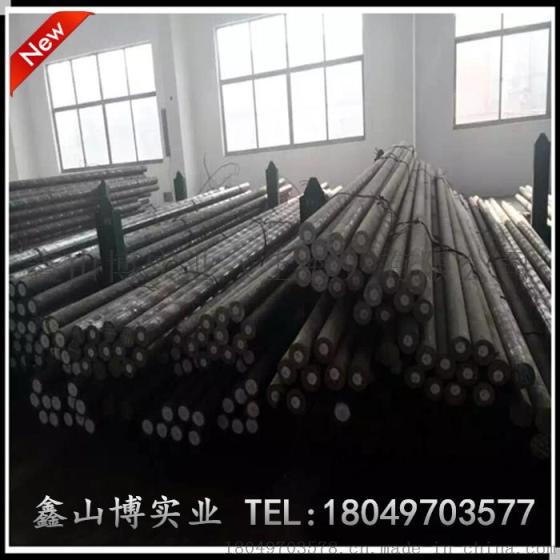
“耐蚀合金Hastelloy B板棒丝带管锻焊件”详细介绍
0Mo28Ni65Fe5 (Hastelloy B , NS 321)化学成分和组织特点此合金固溶处理态为过饱和固溶体,在中温时效态会有金属间相,如Ni4Mo(β),Ni3Mo(γ),碳化物如M06C、M2C 等在基体上和沿晶界析出,会对此合金的性能产生不利的影响。焊接性能0Mo28Ni65Fe5合金可焊性好,与一般奥氏体不锈钢相近,可以采用工业上通用的方法,例如TIG、MIG、手工电弧焊、电阻焊等进行焊接。但是能够导致焊接过程中增碳的焊接方法则不宜采用。焊接用的填丝其成分可与母材相同。由于此合金热膨胀系数、电阻温度系数较普通碳钢低,且导热系数仅为普通碳钢的1/4,因此,当与碳钢进行异材焊接时要予以考虑。冷热加工及成型性能0Mo28Ni65Fe5系变形合金,有较好的冷热加工和成型性能。此合金的热加工以1000~1200℃为宜。经固溶处理后,0Mo28Ni65Fe5合金具有良好的冷加工塑性和冷成型性。当进行冷轧时,每个冷轧过程总压下量可高达80%。随冷轧变形量的增加,此合金的硬度增加。此合金的冷成型较一般Cr-Ni奥氏体不锈钢需更多次的中间退火,以使此合金的塑性得以回复。冷成型后均需要热处理。热处理工艺无论是变形材还是铸件,对于0Mo28Ni65Fe5合金的使用状态一般是固溶态。因为此时合金具有最佳的耐蚀性、强韧性的良好配合。当然,冷加工或冷成型的中间退火也可在低于固溶温度下进行,一般0Mo28Ni65Fe5合金适宜的固溶处理温度为1150~1170℃,加热保温后进行快冷(水冷或快速空冷);中间退火温度可在1000~1100℃下进行。此合金的再结晶温度为950~1100℃。0M028Ni65Fe5合金的冷轧变形量、硬度和中间退火温度的关系。为了保证此合金焊后在盐酸、硫酸等苛刻介质中的耐蚀性,建议焊后再进行一次固溶处理。应用0Mo28Ni65Fe5合金可生产板材、管材(焊管)、丝材、,带材、锻件和铸件。主要用途是耐盐酸腐蚀。同时,耐湿HCl气体,耐硫酸、磷酸的性能也是很好的。因此,0Mo28Ni65Fe5合金多用于制造耐上述介质的容器及其衬里、管道、塔槽、泵、阀等。此外,0Mo28Ni65Fe5合金的超薄带和极细丝制造电子管的阴极材料也取得满意结果。在进行焊接之前一定要建立安全的工作条件。一定要很好的保护焊工,要避免限制空间,要足够通风。一定要遵照ANSI/ASC Z49.1“焊接和切割中的安全致上的建议•焊接表面和接邻区域在焊接之前一定要进行清洁和去脂。•不推荐氧炔焰焊接和切割•未开箱的焊条可以不用烘干。然而,没用过的焊条一定要存放在温度为121℃-200℃的炉子里。•在气体保护弧焊(钨极或者金属极)中,在进行根部焊道焊接时要用100%氩气保护。在手工电弧焊中,必须对根部焊道的背部做磨光处理•为了达到焊接件最佳的抗腐蚀性,必须要避免过热输入:•采用最小交织缝技术•尤其在薄的地方避免过慢的速度•控制层间温度,一般在93℃或以下•在采用GTAW 焊接时,推荐电流稳定,高频启动和坡度控制的设备。有气体扩散膜的槽口具有最佳的复盖。•不推荐在650℃进行焊后应力消除。对于此合金来说,唯一推荐的热处理方法就是在1121℃时进行适当时间的固熔退火,并随后用水冷或迅速空冷(由部件的厚度决定)•如果在采用GMAW 方法焊接时使用氧化气体保护,推荐在每层中都去除焊皮。•推荐在GMAW 喷雾转换和协同转换(大于120A)状态时采用水冷槽