通过认证
通过认证
“磨床所配套负压纸带过滤机”参数说明
| 是否有现货: | 是 | 样式: | 板框式 |
| 过滤机类型: | 板框式 | 自动化程度: | 自动 |
| 适用对象: | 工业切屑液 | 外形尺寸: | 2000X1100X300 |
| 品牌: | 江海过滤 | 滤料类型: | 无防布 |
| 原理: | 通过管道集中向机床配送切削液,流回系统循 | 设备重量: | 400kg |
| 适用粘度: | 大 | 型号: | JHFY40 |
| 规格: | JHFY40-2 | 商标: | JHC |
| 包装: | 木箱或软包装 | 过滤精度: | 10~20μm |
| 产量: | 50 |
“磨床所配套负压纸带过滤机”详细介绍
磨床所配套负压纸带过滤机
磨削时,在磨削区形成高温,使砂轮磨损,零件表面完整性恶化,零件加工精度不易控制等,因此必须把磨削液注入磨削区,降低磨削温度。磨削液不仅有润滑及冷却作用,而且有洗涤和防锈作用。当磨具与金属表面发生磨削时,磨具与工件间产生大量的摩擦热,使局部温度瞬间可高达几百度,而高速磨削时磨具与金属表面间的接触面常处于极压状态,这就要求磨削液须具备以下性能:
1)具有良好的润滑性和挤压性;
2)具有良好的清洗性和冷却性;
3)具有良好的抗蚀性和防锈性;
4)还要具有低泡和抗菌性。磨削液在磨削加工中扮演着极为重要的角色,正确使用磨削液能提高工艺稳定性、提高工件质量、延长刀具使用寿命。
与其它加工过程相比,磨削加工的主要特点是砂轮和工件的接触面积大,磨粒和工件表面的摩擦高,使磨削弧供液困难,从而使工件表面易于热损伤,使砂轮承受额外负荷并加剧磨损。一般认为,磨削液具有润滑、冷却、清洗、防锈等作用。
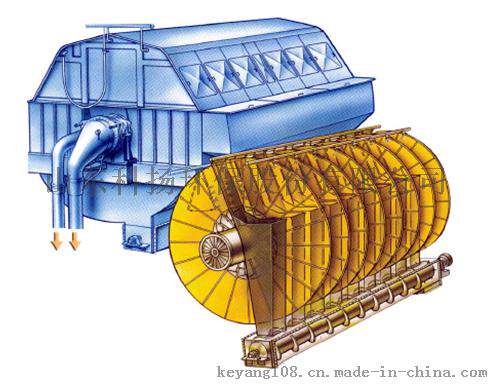
对于大、中型机械加工厂,在可能的情况下,都应当考虑采用集中循环系统为多台机床供应切削液,但必须各台是采用同一种切削液。几台磨床可以用联结在一起的输送系统处理磨屑,集中处理被切削液润湿的细切屑和磨屑,可以减少人力处理,改善劳动条件。磨削液集中供给系统可使工厂更好地维护磨削液。磨削液集中在一个大池中,通过定期抽样检查,按照检查结果定期补充原液或水,便于控制磨削液的浓度,可以减少抽样检查的次数,从而进行更多项目的检查,保证磨削液在使用期的质量。同分开设置的许多单独的多磨削液供给系统相比,由于磨削液的维护工作减少,成本也相对降低。集中供给系统最主要的优点是能通过离心处理的方法可有效去除磨削液中的浮油和金属粒,同时也去掉了磨削液中一半的细菌(因为细菌很容易在磨削液的漂浮油与金属颗粒之间的界面上生长)。连续去除这些脏物,定期检验质量并根据这些检查结果,有计划地使用添加剂或加入原液,这都是使集中系统十分有效地延长切削液使用寿命的重要因素。这样也减少了水溶性磨削液废液处理。


磨削时,在磨削区形成高温,使砂轮磨损,零件表面完整性恶化,零件加工精度不易控制等,因此必须把磨削液注入磨削区,降低磨削温度。磨削液不仅有润滑及冷却作用,而且有洗涤和防锈作用。当磨具与金属表面发生磨削时,磨具与工件间产生大量的摩擦热,使局部温度瞬间可高达几百度,而高速磨削时磨具与金属表面间的接触面常处于极压状态,这就要求磨削液须具备以下性能:
1)具有良好的润滑性和挤压性;
2)具有良好的清洗性和冷却性;
3)具有良好的抗蚀性和防锈性;
4)还要具有低泡和抗菌性。磨削液在磨削加工中扮演着极为重要的角色,正确使用磨削液能提高工艺稳定性、提高工件质量、延长刀具使用寿命。
与其它加工过程相比,磨削加工的主要特点是砂轮和工件的接触面积大,磨粒和工件表面的摩擦高,使磨削弧供液困难,从而使工件表面易于热损伤,使砂轮承受额外负荷并加剧磨损。一般认为,磨削液具有润滑、冷却、清洗、防锈等作用。
对于大、中型机械加工厂,在可能的情况下,都应当考虑采用集中循环系统为多台机床供应切削液,但必须各台是采用同一种切削液。几台磨床可以用联结在一起的输送系统处理磨屑,集中处理被切削液润湿的细切屑和磨屑,可以减少人力处理,改善劳动条件。磨削液集中供给系统可使工厂更好地维护磨削液。磨削液集中在一个大池中,通过定期抽样检查,按照检查结果定期补充原液或水,便于控制磨削液的浓度,可以减少抽样检查的次数,从而进行更多项目的检查,保证磨削液在使用期的质量。同分开设置的许多单独的多磨削液供给系统相比,由于磨削液的维护工作减少,成本也相对降低。集中供给系统最主要的优点是能通过离心处理的方法可有效去除磨削液中的浮油和金属粒,同时也去掉了磨削液中一半的细菌(因为细菌很容易在磨削液的漂浮油与金属颗粒之间的界面上生长)。连续去除这些脏物,定期检验质量并根据这些检查结果,有计划地使用添加剂或加入原液,这都是使集中系统十分有效地延长切削液使用寿命的重要因素。这样也减少了水溶性磨削液废液处理。