


 通过认证
通过认证
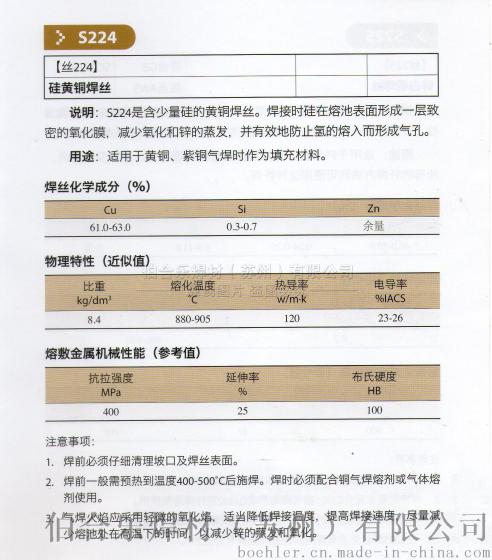
“YGAg12Cd银基焊料YGAg20Cd焊料YGAg25Cd银基焊料”参数说明
| 是否有现货: | 是 | 认证: | ISO9001 |
| 种类: | 铸造焊丝 | 是否含助焊剂: | 不含助焊剂 |
| 品牌: | 宇光银焊丝 | 材质: | 宇光银焊片 |
| 标准直径: | 0.8 1.0 1.2 1.6mm | 熔点: | 670 |
| 重量: | 1kg | 用途: | 不锈钢,铜钎焊 |
| 长度: | 400mm | 工作温度: | 450 |
| 焊接电流: | 240 | 牌号: | YGAg12Cd银基焊料 |
| 型号: | YGAg20Cd银焊条 | 规格: | 0.8 1.0 1.2 1.6mm |
| 商标: | 宇光银焊条 | 包装: | 纸盒 |
| 24CM: | 24cm | 产量: | 1200 |
“YGAg12Cd银基焊料YGAg20Cd焊料YGAg25Cd银基焊料”详细介绍
熔点:625~730℃
直径 :0.8 1.0 1.2 1.6 2.0 2.5 3.2 4.0 mm
20%银焊条,含银量低,漫流性较好。
20%银焊条:适宜于钎焊合金钢及不锈钢等。
注意事项:
1、钎焊前必须严格清除钎焊处及钎料表面的油脂、氧化物等污物,钎焊接头的最好间隙为0.03~0.075mm。
2、火焰钎焊时应采用中性火焰,避免母材过热和过烧产生脆性,钎焊时应配合钎剂共同使用。
直径 :0.8 1.0 1.2 1.6 2.0 2.5 3.2 4.0 mm
20%银焊条,含银量低,漫流性较好。
20%银焊条:适宜于钎焊合金钢及不锈钢等。
注意事项:
1、钎焊前必须严格清除钎焊处及钎料表面的油脂、氧化物等污物,钎焊接头的最好间隙为0.03~0.075mm。
2、火焰钎焊时应采用中性火焰,避免母材过热和过烧产生脆性,钎焊时应配合钎剂共同使用。